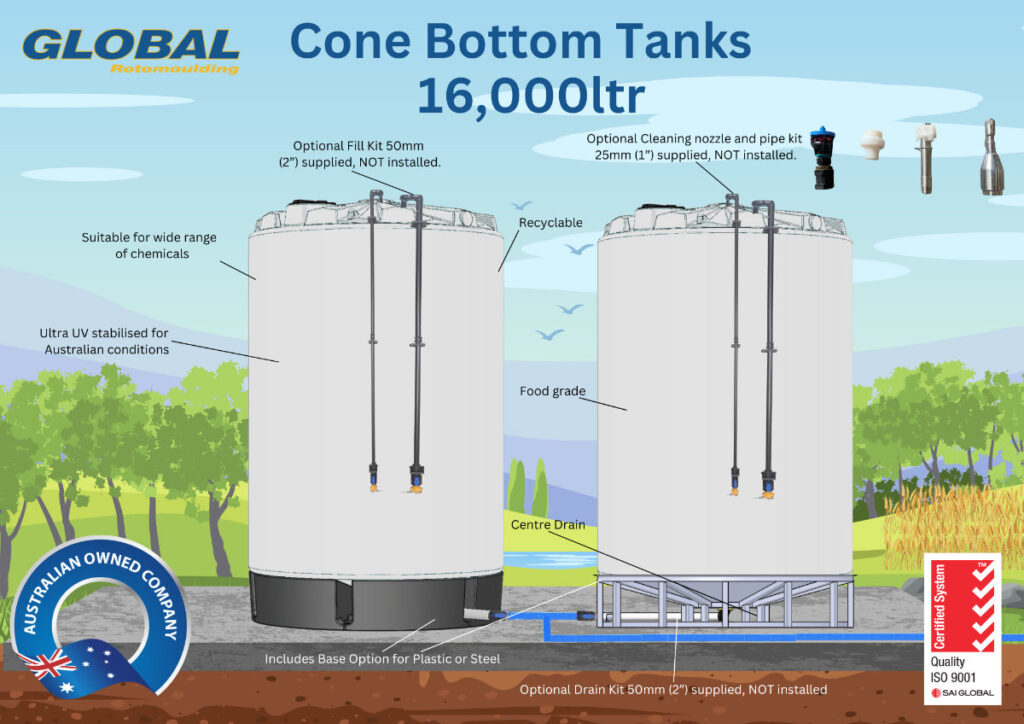
Agricultural, chemical, and industrial sectors require large-scale liquid storage solutions that ensure complete drainage, safe handling, and efficient clean-down between chemical batches. Standard flat-bottom tanks often retain liquid residue, leading to contamination, wasted product, and increased maintenance.